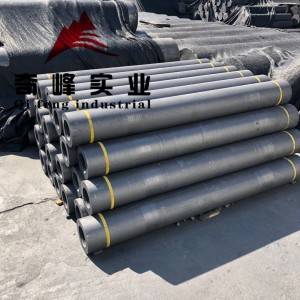
Çelik üretiminde EAF eritme/LF rafinasyonunda kullanılan UHP Grafit Elektrotlar



Kısa Bilgiler:
Menşe YeriHebei, Çin (Anakara)
Marka Adı: QF
TipElektrot Bloğu
BaşvuruÇelik Üretimi/Çelik Eritme
Uzunluk: 1600~2800 mm
SeviyeHP
Rezistans (μΩ.M): <6.2
Görünür Yoğunluk (g/cm³)³ ): >1.67
Termal Genleşme (100-600)℃) x 10-6/℃: <2.0
Eğilme Dayanımı (MPa): >10.5
KÜL: %0,3 maksimum
Meme ucu tipi: 3TPI/4TPI/4TPIL
Hammaddeİğne Petrol Kokusu
ÜstünlükDüşük Tüketim Oranı
RenkSiyah Gri
Çap:300mm, 400mm, 450mm, 500mm, 600mm, 650mm, 700mm
Tedarik Yeteneği
Aylık 3000 ton
Paketleme ve Teslimat
Paketleme Detayları:
Standart ahşap paletler veya müşterinin isteğine göre.
LimanTianjin Limanı
Avantaj
(1) Grafit elektrotun avantajları, daha kolay işlenebilirlik, yüksek deşarjlı işleme kaldırma oranı ve düşük grafit kaybıdır; bu nedenle, bazı grup bazlı kıvılcım makinesi müşterileri bakır elektrottan vazgeçip grafit elektrot kullanmaya başlamıştır. Ayrıca, bazı özel şekilli elektrotlar bakırdan yapılamazken, grafit daha kolay şekillendirilebilir ve bakır elektrot ağırdır, büyük elektrotların işlenmesi için uygun değildir; bu faktörler, bazı grup bazlı kıvılcım makinesi müşterilerinin grafit elektrot kullanmasına neden olmuştur.
(2) Grafit elektrotun işlenmesi daha kolaydır ve işleme hızı bakır elektrottan açıkça daha hızlıdır. Örneğin, grafit frezeleme işlemiyle işlenir, bu da diğer metallere göre 2-3 kat daha hızlıdır ve ek manuel işleme gerektirmez, oysa bakır elektrot manuel taşlama gerektirir. Benzer şekilde, elektrotu yapmak için yüksek hızlı bir grafit işleme merkezi kullanırsanız, daha hızlı ve daha verimli olur ve toz sorunu olmaz. Bu işlemlerde, uygun sertlikte takımların ve grafitin seçimi, takım aşınmasını ve bakır elektrot hasarını azaltabilir. Grafit elektrot ve bakır elektrot arasındaki frezeleme süresi karşılaştırıldığında, grafit elektrot bakır elektrottan %67 daha hızlıdır. Genel koşullar altında deşarjlı işlemede, grafit elektrotla işlem süresi bakır elektrottan %58 daha hızlıdır. Sonuç olarak, işlem süresi büyük ölçüde azalır ve üretim maliyetleri düşer.
(3) Grafit elektrotun tasarımı geleneksel bakır elektrottan farklıdır. Birçok kalıp fabrikası genellikle bakır elektrotun kaba işleme ve son işleme aşamalarında farklı rezerv miktarlarına sahiptir ve grafit elektrot neredeyse aynı rezerv miktarını kullanır; bu da CAD/CAM ve makine işleme sürelerini azaltır ve bu nedenle tek başına kalıp boşluğunun hassasiyetini büyük ölçüde iyileştirmeye yeterlidir.